技術情報
HOME > 金型・オリジナル製品 > 技術リファレンス > 技術情報(スラグ上り防止)
スラグ上り防止
スラグ上りは、下方に落ちるべきスラグが、なんらかの理由でパンチについて上がってくる現象をいいます。最初はスラグ上りしないで使用出来ていた型で不意に生じたり、同じサイズの金型を新品に交換しただけで生じる事もあります。スラグ上りが生じると、製品の打痕になったり、金型とワークの間にスラグが残りそれにワ ークが引っ掛かり、ワークホルダーからはずれる事もあります。更には、板厚・材質等によっては金型の破損となり、対策が必要な場合があります。打抜きスラグの輪郭が単純形状のときはスラグ上りしやすく、特殊形状で凹部がある場合にはスラグ上りしにくい傾向があります。
スラグ上りの要因
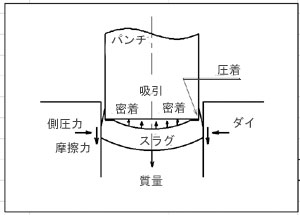
パンチの引抜き工程時に、スラグ上りを抑止する・重力・・摩擦力・・慣性力があり、その抑止力を上回る要因が生じるか、その抑止力が弱まるとスラグ上りになります。
スラグのバリがパンチ刃先に圧着
・刃先摩耗により、バリが生じて圧着。
・ダイクリアランスが大で、バリが生じて圧着。
・打抜き速度が遅くなると、バリが生じやすくなり圧着。
再研摩後パンチのダイへの入り込み不足
磁気による吸着
・再研摩したパンチを磁気取りしないで使用し、吸着。パンチ引抜き時の吸引
油膜による密着
金型交換
パンチ・ダイ・ホルダー等は製作上の公差があり、微妙な公差内の芯ズレなどがありますが、組合せによる精度のバランスで、ダイとスラグの摩擦力の低下や、部分的に僅かに生じたバリがパンチに圧着してスラグ上りする場合もあります。
スラグ上り対策
パンチ
・標準のスラグ上り防止として、ウレタン製スラグエジェクターが右表どおりついています。6未満はつきません.。
・角形状25以上は標準で4個スラグエジェクターが付いています。
・スラグエジェクターを特殊で追加する。弊社にご相談願います。
・φ6未満で凸シャー付 特殊で凸シャーを付けることにより、曲げられたスラグが、スプリングバックでパンチから離れてスラグ上り しにくくなります。アルミ等の材質のワークに対し、凸シャー付パンチでの打ち抜きは、抜き穴の口元のダ レ具合が均一にならず、見栄えを重視すると使用出来ない場合があります。合での中間値)
| 最小刃幅 又は 径 | エジェクター径 |
| 6~10未満 | Ø 2.5 |
| 10~20未満 | Ø 4 |
| 20~38未満 | Ø 6 |
| 38~ | Ø 10 |
| 寸法 | エジェクター径 & 個数 |
| 角25~角40未満 | Ø 4-4個 |
| 角40以上 | Ø 6-4個 |
ダイ
・スラグアウェイダイ
標準仕様で、切刃に微小のテーパが付き、形状・サイズに応じてスラグ上り防止を施してあります。
・スラグワイパーダイ
特殊な強制スラグ上り防止対策になり、板厚2.3以下で抜群の効果を発揮します。切刃に微小のテーパが付き、更に切刃の下側で強制的にスラグが引っ掛かるシステムです。窓穴等の打抜きで、幅に対し片側の打抜きになるような(例:窓穴角70をパンチ角20)使用をしますと、効果が薄れる場合はあります。
・厚板用スラグワイパーダイ
板厚に応じた特殊な強制スラグ上り防止対策になり、板厚が3.2以上、特に4.5以上・サイズがφ4.5~φ9で、スラグがダイとワークの間に残り、ワークが引っ掛かりワークホルダーから外れる場合等に、抜群の効果を発揮します。
・ダイクリアランスを適正にする(技術情報 ダイクリアランス を参照)
パンチ・ダイの再研摩
・早目に再研摩を行い、バリによる圧着がない様にする。
・再研摩後は必ず磁気取りを行う。弊社の製品と依頼された再研摩品は全て磁気取りがしてあります。
・再研摩後はシムを使用(下降端補正可)し、パンチのダイへの入り込み量を確保する。
打抜き速度を最大にしてバリを最小にする。
スラグ吸引装置
モトラムシリーズ・ベクトラムシリーズV3000α, V3000βに取付き、抜群の効果を発揮します。
取り扱いは、村田機械になります。