技術情報
HOME > 金型・オリジナル製品 > 技術リファレンス > 技術情報(ツールとプログラムの選択)
ツールとプログラムの選択
打抜きは、せん断面と破断面の境界が正常に得られることが大切ですが、 適正ダイクリアランス・正常な打抜き速度であっても、加工ピッチ等の影響でその境界が正常にならずパンチなどが早期異常摩耗したり構成刃先の原因になったり、刃先サイズによっては早期破損する場合や加工不具合の原因になりますので、板厚・材質に応じて注意が必要です。することにより処理効果が得られ、ストリップミスしないで工具寿命が延びます。
板厚に対する加工目安
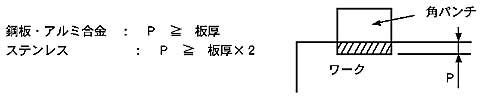
単発打抜きの板厚と最小刃先幅目安

追抜きの板厚と最小ピッチ目安

追抜きの板厚と刃先幅目安

加工の制限と目安
幅方向の追抜きは避ける (型カジリ防止)

スリット加工の最小“サン”幅目安

ワーク端の最小切り欠き幅目安
RAD / ,HOL / ニブリング加工の刃先径目安
ニブリングの打抜き代 Q はピッチ P より小さくなる為、打抜きたい R に対しパンチ径 D が大きい程その傾向になり、 正常なせん断・破断にならずむしり取る様な加工になり、加工面が汚くなりパンチは早期異常摩耗しやすくなります。 この為、R に対しD を制限する必要があり、更に加工ピッチも注意する必要があります。
ツールスタイルと加工差
板厚に対する加工目安・加工の制限と目安の範囲内であっても条件が目安限度に近ければパンチ寿命は短かくなります。この条件でスタイル114とバルカンツールの比較では、バルカンツールが寿命は長くなります。 目安限度より厳しい条件で、スタイル114使用しパンチ・ダイに“カジリ”生じるがバルカンツールでは“カジリ” なく打てる場合があります。但し、悪条件の為ワーク側が逃げて位置ズレする可能性はあります。