技術情報
HOME > 金型・オリジナル製品 > 技術リファレンス > 技術情報(成形型の基本構造)
成形型の基本構造
スラグ上りは、下方に落ちるべきスラグが、なんらかの理由でパンチについて上がってくる現象をいいます。最初はスラグ上りしないで使用出来ていた型で不意に生じたり、同じサイズの金型を新品に交換しただけで生じる事もあります。スラグ上りが生じると、製品の打痕になったり、金型とワークの間にスラグが残りそれにワ ークが引っ掛かり、ワークホルダーからはずれる事もあります。更には、板厚・材質等によっては金型の破損となり、対策が必要な場合があります。打抜きスラグの輪郭が単純形状のときはスラグ上りしやすく、特殊形状で凹部がある場合にはスラグ上りしにくい傾向があります。
・成形する向きは上向きにするのが一般的です。
・下向きに成形すると、形状と寸法によってワークが移動中に下に出た成形部がダイ等に引っ掛ったり、干渉して悪さをする場合があります。
・成形サイズは、同じステーションでも打抜き型と比較して構造上パンチのサイズに制限があり小さくなります。
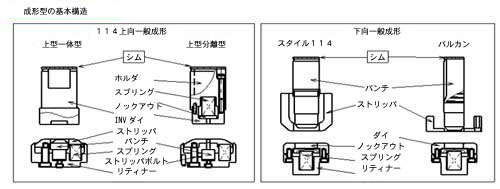
・基本構造は下図のようになりますが、特殊な成形やご要望に応じて異なる構造で製作する場合もあります。
上向成形
・上型は、パンチホルダーと共にスタイル114を使用します。(スタイル112も使用可能)現状でバルカンツール・板押えツールをご使用の場合は、パンチホルダーが異なりますので注意して下さい。上型は一体の単純構造と、成形された部分が上型に食い付かない様に押し戻す機構付の構造があります。
・ウレタンストリッパは、基本的に使用しません。
・下型は、使用中の標準ダイホルダーにセット出来ますが、成形のサイズによっては専用ダイホルダーになる場合もあります。下型のパンチは基本的に替刃で、パンチの再研摩や交換が可能です。下型の上面位置は標準ダイより高くなります。
下向成形
・上型は、スタイル114とバルカンツールのどちらも選択可能です。(スタイル112も使用可能)
・ストリッパは必要です。
・下型は、使用中の標準ダイホルダーにセット出来、成形された部分が下型に引掛らない様に押し戻す機構になっています。下型の上面位置は基本的に標準ダイと同じ高さになりますが、多数個打ちや追打ち等で標準ダイより高くなる場合があります。