FAQ
HOME > 金型・オリジナル製品 > 技術リファレンス > FAQ(タップ用 M3,M4,M5,M6の上向バーリングで、成形された先端が斜めになるがどうしたらよいか。)
Qタップ用 M3,M4,M5,M6の上向バーリングで、成形された先端が斜めになるがどうしたらよいか。
Aガイド付バーリング型を使用してして下さい
原因
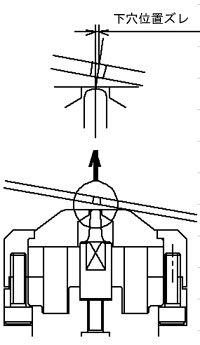
下穴位置ズレすると、曲げ代の差が生じて成形高さに影響します。
ミクロジョイント等で母材との繋がりが僅かで位置ズレになる場合もあります。
成形下型に乗り上げたワークが傾いて(右図)水平にならずそのまま打ち下穴位置ズレと同じ状態になります。バーリングする位置がワークの端や、 周囲が打ち抜かれて、その部分だけのワークが成形下型に乗り上げてワークが傾く場合もあります。
バーリング下型をダイホルダーに取付け時に、ゴミ等をかませ下型が傾いていると、下穴位置ズレと同じ状態になります。
対応
プログラム確認する。(下穴とバーリング位置・ミクロジョイント等の繋ぎ幅)
ガイド付バーリング型を使用する。
位置ズレした下穴は、強制的に下型のパンチ先端のガイドで摺いバーリングが行なえます。
標準型と異なる部品は、下型のパンチ・ストリッパと上型のノックアウトです。
50
バーリング下型の取り付け状態を確認する。